Rất gần đây, CP và CPK đã trở thành một phần quan trọng trong lĩnh vực quản lý quá trình thống kê. Chúng giúp đơn giản hóa việc quản lý các quy trình kiểm soát thống kê. Bài viết này sẽ trình bày định nghĩa, phép tính, giải thích và so sánh sự khác biệt giữa CP và CPK.
CP là gì?
CP là khả năng xử lý. Nó đánh giá khả năng của một quy trình để tạo ra sản phẩm trong một phạm vi xác định.
Tỷ lệ CP cho thấy mức độ lan truyền của quy trình (được đo bằng sáu độ lệch chuẩn) phù hợp với phạm vi đặc điểm kỹ thuật. Tỷ lệ này được tính bằng cách chia giới hạn đặc điểm kỹ thuật (ý kiến của khách hàng) cho độ lan truyền của quy trình (ý kiến của quy trình).
Phép tính CP
CP = (USL – LSL) / (6 x sigma);
Trong đó:
USL = giới hạn đặc điểm kỹ thuật trên
LSL = giới hạn đặc điểm kỹ thuật dưới
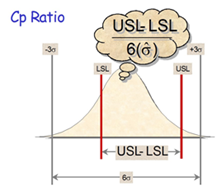
Giới hạn đặc điểm kỹ thuật là phạm vi hoạt động của một quy trình cụ thể. Giới hạn đặc điểm kỹ thuật trên là ba độ lệch chuẩn. Giới hạn đặc điểm kỹ thuật dưới cũng là ba độ lệch chuẩn. Tổng cộng, phạm vi là 6 độ lệch chuẩn.
Mỗi sản phẩm đều có yêu cầu cụ thể, vì vậy các thông số kỹ thuật được đặt ra để đáp ứng những yêu cầu đó. Ví dụ, nếu bạn đang thiết kế một bức tranh, bạn cần xem xét chiều rộng và chiều dài của nó. Để có một sản phẩm chính xác, cần có một phép đo hoặc cấu trúc cụ thể.
Giải thích:
- Nếu giá trị CP bằng 1, quá trình có khả năng.
- Nếu giá trị CP nhỏ hơn 1, quá trình không có khả năng.
- Nếu giá trị CP lớn hơn 1, quá trình có khả năng tốt.
CPK là gì?
CPK là chỉ số khả năng xử lý. Tỷ lệ CPK cho thấy mối quan hệ giữa sự phân tán của quá trình với giới hạn đặc điểm kỹ thuật, đồng thời xem xét vị trí trung tâm của quá trình so với giới hạn đặc điểm kỹ thuật. CPK đại diện cho giá trị thấp nhất của khả năng trong khi vẫn đáp ứng yêu cầu kỹ thuật của thiết kế, cho biết quá trình đang sản xuất ở đâu trong phạm vi đặc điểm kỹ thuật.
Giải thích:
- Khi giá trị CPK nhỏ hơn 1 (CPK < 1): Quá trình có giá trị trung bình dịch chuyển ra khỏi mục tiêu và có khả năng tạo ra khuyết tật.
- Khi giá trị CPK lớn hơn 1 (CPK> 1): Quá trình có thể dịch chuyển trung tâm hoặc giá trị trung bình ra khỏi mục tiêu, nhưng vẫn đáp ứng được yêu cầu kỹ thuật của thiết kế.
Để đạt chất lượng Six Sigma trong tổ chức, chúng ta phải giảm sự biến đổi trong quá trình để đạt được giá trị mong muốn của CP.
Giải thích với ví dụ: “Hãy xem xét một chiếc ô tô và một nhà để xe. Nhà để xe xác định giới hạn đặc điểm kỹ thuật; ô tô xác định đầu ra của quá trình. Nếu chiếc ô tô chỉ nhỏ hơn một chút so với nhà để xe, tốt hơn là bạn đậu nó ngay giữa nhà để xe (trung tâm của giới hạn kỹ thuật). Nếu chiếc ô tô rộng hơn nhà để xe, nó sẽ không vừa. Nếu chiếc ô tô nhỏ hơn rất nhiều so với nhà để xe (quy trình Six Sigma), không có vấn đề nếu bạn đậu xe chính xác ở giữa; nó sẽ phù hợp và bạn có nhiều chỗ trống hai bên. Nếu bạn có một quy trình được kiểm soát và ít thay đổi, bạn sẽ dễ dàng đậu xe trong nhà để xe và do đó đáp ứng yêu cầu của khách hàng. CPK cho bạn biết mối quan hệ giữa kích thước của ô tô, kích thước của nhà để xe và khoảng cách từ giữa nhà để xe nơi bạn đã đậu xe.”
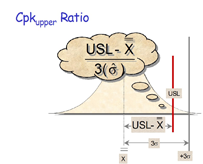
Phép tính CPK
Để tính toán CPK, so sánh giá trị trung bình của dữ liệu với cả giới hạn trên và giới hạn đặc điểm kỹ thuật dưới. Một quy trình không tập trung sẽ có nhiều rủi ro hơn về ảnh hưởng đến giới hạn đặc điểm kỹ thuật gần nhất với giá trị trung bình của quy trình. CPK được báo cáo sẽ là chỉ số rủi ro cao nhất.

Điều kiện để có một quy trình hoàn hảo tập trung là: CP = CPK.
Sự khác biệt giữa CP và CPK là gì?
Sự khác biệt chính giữa CP và CPK là CP phân tích khả năng của quy trình để đáp ứng đặc điểm kỹ thuật cụ thể cho một sản phẩm. Trong khi đó, CPK mô tả sự phân tán của quy trình từ trung tâm trong phạm vi dung sai.
Một sự khác biệt khác giữa CP và CPK là trong khi CP chỉ cung cấp mô tả về mẫu, CPK cung cấp mô tả về mẫu cũng như vị trí.
Dưới đây là bảng so sánh sự khác biệt giữa CP và CPK:
Trong đó:
µ = giá trị trung bình
Điều quan trọng cần lưu ý là sự khác biệt giữa CP và CPK chỉ ra mức độ khác biệt giữa giá trị trung bình của quy trình và giá trị đặc điểm kỹ thuật mục tiêu. Khi giá trị trung bình của quy trình gần với mục tiêu, khoảng cách giữa CP và CPK sẽ thu hẹp lại, và khi giá trị trung bình của đặc điểm kỹ thuật bằng mục tiêu, CP và CPK sẽ trở nên bằng nhau.
Ứng dụng của CP và CPK
Mặc dù biểu đồ kiểm soát quá trình thống kê (SPC) có thể cho thấy xem một quá trình có ổn định hay không, nhưng chúng không chỉ ra khả năng tạo ra sản lượng chấp nhận được và khả năng tiềm năng của quá trình.
CP và CPK vượt ra ngoài yếu tố kiểm soát chất lượng để mô tả khả năng đáp ứng các thông số kỹ thuật của quy trình. Dựa trên thông tin từ hai chỉ số này, bạn có thể hiểu rõ hơn quy trình nào cần cải tiến, nơi bạn có thể cải thiện hiệu suất và cách ưu tiên hoạt động cải tiến.
CP và CPK được sử dụng để đánh giá khả năng của quy trình khi quy trình đó đã được kiểm soát thống kê. Khả năng xử lý sử dụng giá trị sigma của quy trình được đo bằng phạm vi, phạm vi di chuyển hoặc biểu đồ kiểm soát sigma. Các biện pháp thống kê rất hữu ích khi làm việc với các biến liên tục, đặc biệt là trong các quy trình sản xuất.
CP và CPK có thể được sử dụng khi thiết kế sản phẩm hoặc quy trình mới. Chúng sẽ cho bạn biết sản lượng của quy trình cần đạt được trừ đi ảnh hưởng của bất kỳ biến đổi nào. So sánh hiệu suất dự kiến của một quy trình với hiệu suất thực tế sẽ cho bạn biết còn bao nhiêu tiềm năng cải tiến trong quy trình. Sự tập trung vào CP và CPK là để ngăn chặn bất kỳ khuyết tật nào, chứ không phải phát hiện chúng. CP và CPK dẫn đến năng suất cao hơn, chi phí thấp hơn, ít ảnh hưởng hơn và tiết kiệm thời gian kiểm tra.
Trên đây là thông tin mà HEFC muốn chia sẻ đến quý bạn đọc về CP, CPK là gì? Hy vọng sẽ mang đến những kiến thức hữu ích và hỗ trợ tốt nhất cho công việc của bạn. Nếu bạn có bất kỳ thắc mắc cần giải đáp, hãy liên hệ với chúng tôi qua hotline 0976.389.199 để được tư vấn chi tiết và tận tình nhất!
Ngày cập nhật: 08-11-2021
Bài viết đã được chỉnh sửa bởi HEFC. Xem thêm tại hefc.edu.vn